BOLT EYETM - Bolt Axial Force Sensor Production and Calibration Service

This is a service offered by Kyowa Group to produce bolt axial force sensors for bolts (various shapes are supported from M3 to M64) provided by the customer.
Features
- There are small fluctuations in the output due to creep or temperature changes (the operating temperature range is from -196°C to 300°C).
- The optimal method can be selected from several production methods.
- The cable extraction direction can be selected from the head, the head side, and the thread tip.
- Load calibration data and temperature characteristic test data are provided.
- Production of bolt axial force sensors with thermocouples is also available.
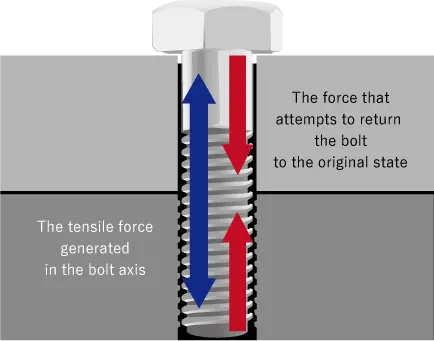
Principle | What is the “bolt axial force”?
If a torque is applied to a bolt (screw) and it is tightened, the axis of the bolt is pulled and a tensile force is generated. This tensile force is termed the “axial force.”
At the same time, a force is generated inside the bolt that tries to regain its original shape, and due to this a compressive force of the same amount of compressive force as the axial force acts on and fixes the fastened part.
Therefore, the force fixing the fastened part can be known by knowing the size of the axial force. (Reference: JIS B 1083)
The Law of Torque is generally used for bolt tightening management, but the recommended fastening torque that all of you are used to seeing is actually calculated based on this axial force.
The axial force is required to be a suitable strength in order to fix the part, but if the bolt loosens due to vibration or temperature, it is reduced.
Lineup | Production Method
The BOLTEYETM measures the axial force with the attached gages to the bolt.
There are three production methods which have measurement conditions for which they are effective respectively.
1. Method of thermal crimping of the inner circumferential surface of the bolt hole
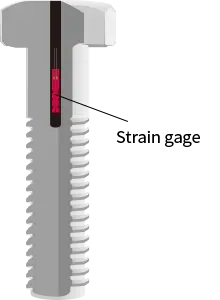
A hole of φ 1 to 2 is made in the bolt, and a strain gage is attached using thermal crimping.
Compared to the embedding method mentioned below, since the strain gage is attached directly to the inside of the hole, it is possible to make highly accurate measurements even in an environment with temperature changes. (Refer to *1.)
Also, since you just need to make a hole of φ1-2 as an additional processing work, cross-sectional defects are few.
This is our recommended method.
2. Method of attaching to the exterior surface of the bolt axis

Two strain gages are adhered in symmetrical positions (opposite each other) to the bolt axis.
This has the benefit of cancelling the bending effect, but there are cross-sectional defects since the axis is shaved so that the strain gages are not damaged through contact with the bolt or washer. (Refer to *2.)
3. Method of embedding in the bolt hole interior using glue
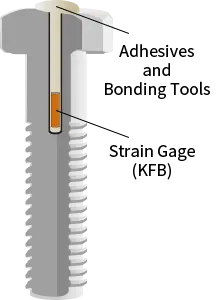
A hole of φ 2 is made in the bolt, a dedicated strain gage (KFB) is inserted and it is filled with glue. (The white part of the figure on the right represents the glue.)
This method has the cheapest method of production of the three.
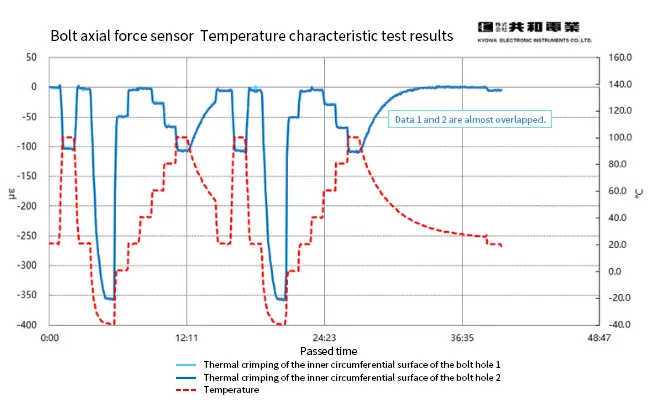
*1 Temperature characteristic test results of the thermal crimping method
The effects of temperature changes are small.
*2 Processing example of the attachment method to the bolt axis exterior surface
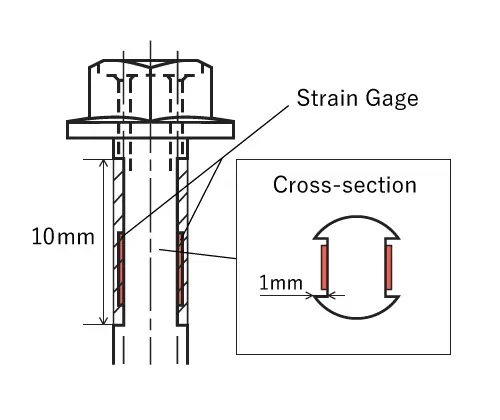
In the production example described on the left (M8 bolt), additional processing of a depth of 1 mm and a length of around 10 mm are carried out to attach the strain gages.
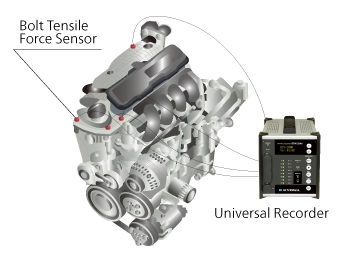
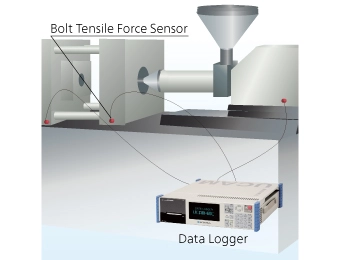
Application | Usage Example
Precautions
- The bolt you provide is processed into an axial force meter.
- During processing, a bolt aging process and cleaning process are conducted, so in the case when temperature changes must not be applied or it must not be immersed in cleaning fluid (e.g. Acetone), please contact us.
- Please be aware that, due to the bolt processing, compared to when unprocessed, the mechanical properties such as the fatigue life are changed.