BOLT EYETM ボルト軸力センサ製作/校正サービス

KYOWAグループが提供する、お客様ご支給のボルト(M3~M64まで、様々な形状に対応可能)でボルト軸⼒センサを製作するサービスです。
2022/10/11|アペルザTVにBOLT EYETMの取材動画が掲載されました。
※動画の視聴にはアペルザTVの会員登録(無料)が必要です。
特長
- クリープや温度変化による出⼒変動が少ない(使用温度範囲 -196~300℃)
※温度範囲は使用するボルトやゲージによります。 - 複数の製作⽅式から最適なものを選択可能
- ケーブル取り出し⽅向をボルトの頭部/頭部側⾯/ねじ先端部から選択可能
- 荷重校正データ、温度特性試験データの提供あり
- 熱電対付きボルト軸力センサも製作可能
Principle | 「ボルト軸⼒」とは
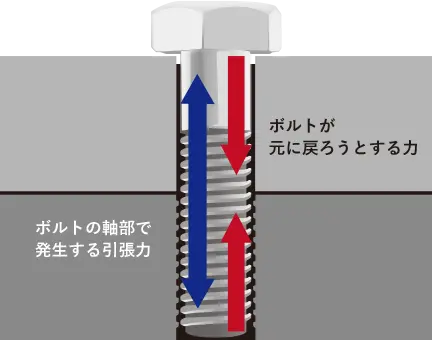
ボルト(ねじ)にトルクをかけて締め付けると、ボルトの軸部で引っ張られて引張力が発生します。この引張力を軸力といいます。
同時に、ボルトの内部では元に戻ろうとする力が発生し、これによって被締結部材に軸力と同じ大きさの圧縮力が作用して固定されます。
そのため,軸力の大きさを知ることで被締結部材を固定する力を知ることができます。[参考:JIS
B 1083]
ボルトの締付け管理としてトルク法が一般的ですが、皆さんが普段目にする推奨の締付けトルク値も
実はこの軸力を元に計算されています。
軸力は部材を固定するために適切な力である必要がありますが、振動や温度が原因でボルトが緩むと低下します。
Lineup | 製作⽅式
BOLTEYETMのボルト軸力センサは、ひずみゲージをボルトに貼付して軸力を計測します。
製作方式は3つあり、それぞれが得意とする測定条件があります。
1.ボルト孔内周面への加熱圧着方式
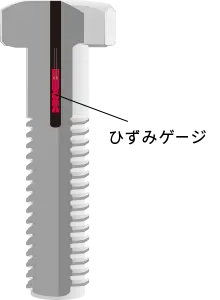
ボルトにφ1~2の穴を開け、ひずみゲージを加熱圧着で貼付します。
後述の埋込式に比べ、孔内に直接ひずみゲージを貼付しているため、温度変化のある環境下でも高精度な測定が可能です。(*1を参照)
また、追加工がφ1~2で済むため断面欠損が僅少です。
当社一押しの方式です。
2.ボルト軸部外面への貼付方式
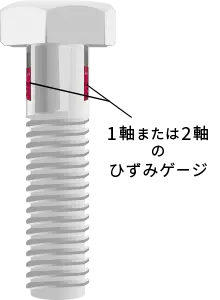
ボルト軸部に2枚のひずみゲージを対称位置(対面)に接着します。
曲げの影響をキャンセル出来るメリットがありますが、ボルトやワッシャとの接触でひずみゲージが損傷しない様に軸部を削るため断面欠損があります。(*2を参照)
3.ボルト孔内への接着剤による埋込方式
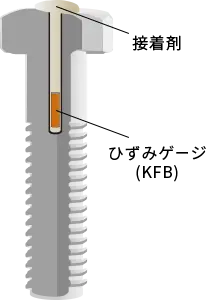
ボルトにφ2の穴を開け、専用のひずみゲージ(KFB)を入れて接着剤を充填します。(右図の白い部分は接着剤を表しています)
3方式の中で一番安価に製作できる方式です。
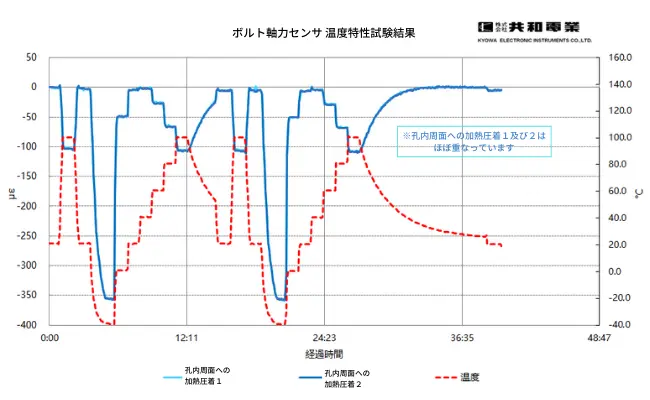
*1 加熱圧着方式の温度特性試験結果
温度変化の影響が少ないです。
*2 ボルト軸部外面への貼付け方式の加工例
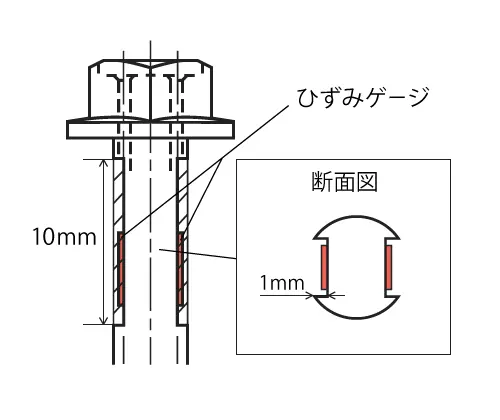
左記の製作例(M8ボルト)ではひずみゲージ貼付のために深さ1mm、長さ10mm程度の追加工をしています。
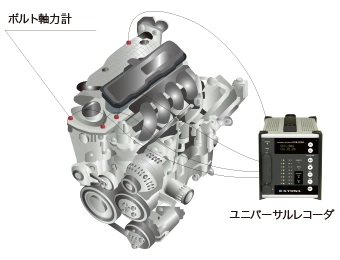
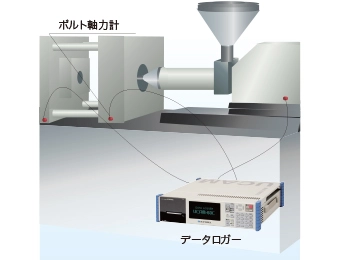
Application | 使⽤例
Downloads | 資料
 ボルト軸力センサ製作/校正サービス(985 KB)
ボルト軸力センサ製作/校正サービス(985 KB)注意事項
- ご支給していただいたボルトを軸力計に加工します。
- 加工時に、ボルトのエージング処理や洗浄処理を行いますので、温度変化を与えてはいけない場合や、洗浄液(アセトンなど)に浸漬してはいけない場合は、ご相談ください。
- ボルト加工により、未加工時に比べ疲労寿命等の機械特性が変化しますので、ご注意ください。